
Autores: Gustavo López Badilla, Edin Chacón Magdaleno, Moisés Germán Mendoza Figueroa, Israel Ponce León y Karina Sánchez Ochoa.
RESUMEN
El líquido refrigerante utilizado en las máquinas de control numérico por computadora (CNC), que es un disolvente, constantemente es extraído y se derrama en vertederos especializados de plantas industriales. Esto es necesario para mantener en buen estado las piezas y accesorios de las CNC, aumentando los costos por reemplazo del líquido. Es por esto que se decidió analizar un método para recuperar el líquido con un proceso con imanes y filtros de carbón activado, para recuperar el líquido refrigerante no con 100% de sus propiedades fisicoquímicas requeridas para su uso en la máquina CNC, pero necesario para ser utilizado como líquido reciclado. La pérdida de sus propiedades fisicoquímicas se debe a su uso en los procesos de corte de los materiales metálicos para formar piezas para productos industriales en empresas. El estudio se elaboró en una compañía del área metalmecánica de la ciudad de Mexicali, México, en el año 2013.
PALABRAS CLAVE: Máquinas CNC, líquido, refrigerante, procesos, industriales.
INTRODUCCIÓN
En las plantas industriales dedicadas al área metalmecánica, instaladas en la ciudad de Mexicali, se desarrollan procesos de manufactura donde se tienen máquinas con operaciones que transforman metales como materia prima en productos metálicos para diversas actividades de la vida cotidiana. Un tipo de esa maquinaria industrial son los equipos de control numérico por computadora (CNC), que requieren de líquidos refrigerantes para la realización de sus funciones. Tales sustancias líquidas son utilizadas en varias ocasiones hasta que pierden propiedades fisicoquímicas importantes como su densidad y viscosidad necesarias en los procesos de corte u otras operaciones en las empresas metalmecánicas. Esto altera las características del refrigerante y modifica el proceso de manufactura de las máquinas con los metales adecuados, y al no ser reciclado, incrementa los costos de operación y con ello el de los productos terminados.
Existen máquinas CNC que elaboran operaciones de maquinado, torno, taladro, fresado y rectificación, y contienen sistemas de reciclaje que tienen un costo mayor para las industrias al momento de adquirirlas.
El nombre técnico del líquido refrigerante color blanco es taladrina o aceite de corte y dependiendo del material metálico al que se realiza el proceso de transformación, se modifica la composición fisicoquímica del refrigerante (Mark, 2011), agregándole otras sustancias o compuestos químicos (imagen 1).

La taladrina se aplica en la superficie de contacto del metal a manufacturar y la herramienta de corte que es metálica. Se usa como lubricante y refrigerante porque se incrementa la temperatura y debe mantenerse de acuerdo al material de la herramienta de corte desde 200 °C con el acero de alto carbono hasta 1500 °C en aceros de estructura de diamante de alta dureza. Las variaciones de temperatura en el proceso de manufactura de los equipos, con CNC o sin este sistema computarizado, modifican las propiedades del metal que procesa y con ello su resistencia a soportar elevadas tensiones. Esto representa un grave riesgo para ser utilizado en estructuras con requerimientos de alta dureza y además aumenta la propensión a que se genere corrosión intergranular por la difusión del carbono a los límites de grano.
Tales fenómenos podrían ocasionar fallas mecánicas y con ello mala funcionalidad de las estructuras, así como posibles accidentes en donde se requirieran estos materiales metálicos. Otros factores importantes en la variación de la composición del refrigerante que deben tomarse en cuenta son las características de la pieza metálica a obtener y las propiedades de las herramientas a utilizar en el equipo de maquinado, fresado, rectificado, taladrado o torneado (Groover, 2007).
El objetivo principal de toda empresa del área metalmecánica es el ahorro en sus procesos de manufactura. En tales compañías, en Mexicali, se desarrollan estas actividades y no se recicla el aceite de corte utilizado en las operaciones mencionadas. Además de disminuir la eficiencia de las propiedades de densidad y viscosidad en los procesos de maquinado, al aceite de corte se le adhieren pequeños o grandes trozos del metal que se manufactura. Con ello es difícil reusarlo pues ya no lubrica y disminuye la temperatura del proceso de maquinado correspondiente a cada herramienta de corte y del material metálico utilizado.
Con base en lo anterior, se realizó la propuesta para diseñar y fabricar un sistema en donde se genere el proceso de reciclado del refrigerante y que sea reutilizado en dichos procesos industriales con las características adecuadas para ahorrar costos. El proyecto consistió en el diseño y fabricación de un prototipo que eliminará al máximo los residuos metálicos y la formación de desechos líquidos con polvo u otras sustancias que formen una masa gelatinosa, generados por los procesos de maquinado.
El sistema contiene una sección de imanes para magnetizar un área en la cual los segmentos metálicos sean atraídos hacia una zona del equipo propuesto y no permitir el paso del aceite de corte con estos metales. Además, el sistema contiene un filtro de carbono para no permitir el paso de los desechos líquidos mencionados y con ello mejorar la calidad del refrigerante usado y sea reutilizado en una mayor cantidad de ocasiones que sin el equipo propuesto.
Este proyecto podrá apoyar a la industria metalmecánica en la seguridad de las piezas fabricadas por conservar al máximo las propiedades fisicoquímicas de los metales usados y no generarse corrosión intergranular que afectaría en gran medida su funcionalidad. Otro aspecto de interés, en el equipo propuesto, será el de generar un enfriamiento moderado indirecto para disminuir el sobrecalentamiento sin necesidad de utilizar un disipador de calor que actualmente se usa en el proceso de mecanizado. Esto permitirá que el calor fluya desde el refrigerante y con una presión mayor del líquido, sin aplicar una presión con gas nitrógeno que se requeriría e incrementaría el costo de producción. Esto creará una equivalencia energética entre el enfriamiento y los fenómenos de calentamiento cuando no hay pérdida de energía. Normalmente, el fluido que se está enfriado es más caliente que el refrigerante que se está calentado, lo que permite un flujo de energía en la dirección necesaria.
La temperatura de calentamiento es crítica para el funcionamiento de las herramientas de mecanizado, lo que provoca una situación que generalmente conduce a realizar las operaciones de manera defectuosa. Esto provocará que el enfriamiento sea una fuente fácil y generalizada para disminuir el calor en el proceso de fabricación de los equipos de mecanizado (Ober et al., 2004).
DESARROLLO
Los procesos de mecanizado en plantas industriales del ramo metalmecánico son de gran importancia en la fabricación de piezas metálicas a nivel macro, micro y nano escala, utilizados en mecanismos de la industria aeroespacial, agrícola, automotriz, electrónica, espacial y médica, principalmente. Existen otro tipo de actividades de gran interés pero de menor aplicación, donde se utilizan este tipo de mecanismos que generan diversas operaciones.
El mecanizado hace referencia a cualquier tipo de función en la que una pieza de material metálico se obtiene en forma bruta para ser cortada de una manera y tamaño final deseados por un proceso de manufactura (Kibbe et al., 2003).
Los diversos procesos industriales que tienen este tema común, de transformación del metal de forma controlada, son muy conocidos colectivamente como fabricación sustractiva, por sustraerse o cortarse una parte del material metálico a manufacturar. Esto es, a diferencia de los procesos de la adición de material controlado que se conocen como fabricación aditiva, donde se adhiere material. Dependiendo el producto final a requerir, se parte del diseño y en la etapa de desarrollo se utilizan máquinas y herramientas especializadas, en ocasiones, con un control numérico por computadora.
En la industria metalmecánica se tienen diferentes maneras de transformar la materia prima metálica y con base en esto se usan herramientas eléctricas o de mano. El término de mecanizado se ha modificado a lo largo del pasado siglo y medio conforme la tecnología ha avanzado.
Historia del proceso de mecanizado
En el siglo XVIII, la palabra mecanizado se refería a una etapa que generaba la construcción o reparación de máquinas, realizándose a mano, utilizando metales. A mediados del siglo XIX, el término fue apropiado a los conceptos que describían la evolución de cómo mejorar los procesos con nuevas máquinas.
Existen diferentes operaciones de mecanizado en procesos de manufactura, siendo las de mayor importancia el “torneado, taladrado, fresado, brochado, aserrado, cepillado, fresado, cortado y roscado” (McKenzie et al., 2009). En estos procesos convencionales de mecanizado, las máquinas y herramientas se utilizan con mecanismos de corte afilado para retirar el material y con ello lograr una geometría deseada. Existen diversas nuevas tecnologías, como el mecanizado de descarga eléctrica por proceso electroquímico, por método de haz de electrones, por etapa fotoquímica y por ultrasonido.
El mecanizado se considera como “una parte de la fabricación de muchos productos metálicos, pero también se puede utilizar en materiales tales como madera, plástico, cerámica y materiales compuestos” (Smid, 2008). “Una persona que se especializa en el mecanizado se llama un maquinista. Una habitación, edificio o empresa donde se realiza el mecanizado se denomina un taller mecánico. Gran parte de mecanizado de hoy en día se lleva a cabo mediante el control numérico por computadora (CNC)”, en donde se utilizan los ordenadores para controlar el movimiento y el funcionamiento de los equipos que elaboran las operaciones de manufactura.
El uso del control en las máquinas industriales que realizan diversas actividades en la industria metalmecánica ha apoyado en gran medida a manufacturar piezas metálicas para diferentes áreas laborales. Dichas piezas son fabricadas con especificaciones microscópicas para desarrollar funciones de gran importancia, como por ejemplo para los Sistemas Micro Electromecánicos (SMEM, o Micro Electromechanical Systems-MEMS), utilizados principalmente en actividades agrícolas, aeroespaciales, espaciales, médicas y de investigación (Hollander, 2000).
Tipos de proceso de mecanizado
Existen diversos tipos de operaciones en el mecanizado, donde cada una puede generar una cierta geometría de la pieza y la textura de la superficie requeridas. A continuación se describen las de mayor importancia:
a) Torneado. En este proceso se coloca una herramienta con un solo borde de corte de manera giratoria para eliminar el material de una pieza de trabajo y obtener una figura cilíndrica, donde se contempla una velocidad de operación que se aplica de acuerdo a la pieza que se manufactura y se coordina por la rotación de la pieza a fabricar. Para esto es necesario colocar una herramienta para el corte de manera lenta, siendo en una dirección paralela al eje de rotación de la pieza que se manufactura.
b) Perforación. Esta operación se aplica para crear un agujero redondo, lográndolo con herramienta giratoria conteniendo de dos a cuatro lineamientos de corte helicoidales. Esto se realiza con la herramienta requerida que debe ser colocada en dirección al eje de rotación de la pieza a fabricar, buscando formar el agujero requerido para un producto industrial.
c) Desborde en orificios o rendijas. En esta actividad se usa una herramienta con un solo doblado que contiene una punta, introduciéndose en un agujero o rendija, elaborado en una pieza de trabajo giratoria para agrandar ligeramente la superficie de trabajo, con el objetivo de obtener mejor precisión en su proceso de manufactura. Esta operación es de gran cuidado como un acabado fino para evitar errores en las etapas de acoplamiento de las piezas manufacturadas con otras partes que conformen el producto industrial.
d) Fresado. Este proceso industrial en una máquina CNC requiere, como las otras operaciones, de herramientas especializadas con diversos bordes movidos de manera lenta para obtener las piezas conforme se requieren, con base en el material con el cual se desarrolla un plano o superficie recta. La dirección del movimiento debe ser perpendicular al eje de la herramienta de rotación. La velocidad de la operación, debe ser generada por la máquina fresa giratoria. Las dos formas básicas de fresado son: fresado periférico y planeado.
Se tienen otras operaciones de mecanizado convencionales, donde se incluye la conformación, cepillado, brochado y aserrado. Además, las operaciones de molienda y abrasivos similares se consideran en los procesos de mecanizado.
Caracterización del proceso de mecanizado
Una de las operaciones de mayor aplicación es la de corte donde se tienen cierto tipo de características al momento de realizar la operación. Para elaborar esta actividad se requiere de un movimiento relativo donde se relaciona la herramienta de corte y el trabajo en la pieza, con el fin de llevar a cabo la operación. El movimiento primario es realizado a cierta velocidad de corte y la herramienta de cortado debe ser movida lateralmente a través del proceso de trabajo. Este es un movimiento mucho más lento, y la dimensión restante del corte es la penetración de la herramienta por debajo de la superficie de trabajo original, llamándole a esto, profundidad de corte.
Colectivamente, la velocidad y profundidad de corte determinan las condiciones del proceso de corte (Noble, 2001). Con base en ello se forman las tres dimensiones del mecanizado, y para ciertas operaciones, su producto puede ser utilizado para obtener la tasa de eliminación de material para el proceso como se muestra a continuación:
Rrm = vfd, donde:
Rrms, es la tasa de eliminación del material en mm3/s o pulgadas3/s.
v, representa la velocidad de corte en m/s o pies/min.
f, indica el campo o superficie de corte en mm o pulgadas.
d, es la profundidad del corte en mm o pulgadas.
En el proceso de trabajo, todas las unidades deben ser convertidas al sistema decimal para elaborar la actividad de corte. Así como se evalúa esta operación, se analizan las otras funciones del mecanizado dependiendo el trabajo a realizar.
Control numérico por computadora
El control numérico por computadora (CNC) representa el proceso de automatización de las máquinas y herramientas que debe ser operado por comandos programados y codificados en una memoria de almacenamiento de información para llevar a cabo las operaciones requeridas. Esta actividad es lo opuesto a procesos de manufactura controlados manualmente a través de ruedas de mano o palancas, o de manera mecánica controlados por levas (Wess et al., 2000). Existe gran diversidad de operaciones de mecanizado con distintos sistemas CNC que tienen un rol muy importante e integral en el control de los procesos de mecanizado.
En las modernas CNC, el diseño de componentes de extremo a extremo es altamente automatizado mediante programas de fabricación asistida por ordenador del diseño asistido por computadora (DAC o CAD-Design Asisted by Computer, por sus siglas en inglés) y la manufactura asistida por computadora (MAC o CAM-Manufacturing Asisted by Computer, por sus siglas en inglés). Los programas producen un archivo informático que se interpreta para extraer los comandos necesarios que hacen operar una máquina en particular a través de un procesador con datos y se almacenan en las máquinas de CNC para las operaciones de producción.
Dado que cualquier componente puede requerir del uso de diferentes herramientas como taladros, sierras u de otro tipo; las máquinas modernas a menudo se combinan con múltiples herramientas en un único mecanismo de la CNC para ahorro de tiempo y costos.
En otras actividades, diferentes máquinas se utilizan con un controlador externo y operadores humanos o robóticos que mueven los componentes de máquina a máquina, perdiendo tiempos y costos en las operaciones. En cualquiera de los casos, la serie de pasos necesarios para producir cualquier parte es altamente automatizada y produce una parte que coincide con los procesos de manufactura (Oberg et al., 2004).
Códigos de programación de las CNC
Existen dos tipos principales de códigos para realizar la programación de las CNC, siendo el código G y el código M, que se explican a continuación (McKenzie et al., 2009).
a) Código G. Es el más utilizado en las CNC para el control numérico como lenguaje de programación, que tiene diversas implementaciones, para los procesos automatizados y como parte de la ingeniería asistida por computadora. A este código se le denomina lenguaje de programación G. El código G es un lenguaje en el que las personas dan las instrucciones a las máquinas y herramientas computarizadas para realizar las operaciones requeridas. Las indicaciones son cómo, dónde y por qué realizar las funciones de la manera solicitada. Además, se indica el tipo de herramienta a utilizar, para fabricar una pieza de acuerdo a las especificaciones requeridas. El código G se estructura con la letra G y diversos caracteres numéricos con los cuales se desarrolla la programación de las operaciones. Es más fácil de utilizar que el código M que se explica a continuación.
b) Código M. Es aplicado en cierto tipo de actividades en las CNC, por lo que es menos requerido que el código G. Es utilizado con la letra M y diversos caracteres numéricos al igual que el código G, pero cada sección representa diferentes operaciones. El código M requiere de una mayor estructura al momento de programar una CNC, necesitando de personal muy especializado para programar las CNC.
Herramientas utilizadas en una CNC
Una herramienta utilizada en una máquina CNC es normalmente de material de tungsteno, cobalto o una elación de ambas, dependiendo la actividad; y forma parte de los mecanismos utilizados para los procesos de mecanizado de materiales metálicos o de otro tipo, siendo rígidos.
Estas herramientas se emplean dependiendo la operación a realizar en todas las máquinas CNC, en donde, en ocasiones, se generan algunas restricciones con base en los movimientos a desarrollar. Las herramientas que maquinan las piezas de trabajo son programas para realizar los movimientos guiados en las secciones de las máquinas. Así, el movimiento relativo entre la pieza y la herramienta de la CNC sigue una trayectoria controlada o limitada por la máquina en cierta medida.
La definición precisa de una herramienta usada en las máquinas CNC varía entre los usuarios, de acuerdo a los diversos tipos de especialistas (Wess et al., 2000). Las herramientas actuales están normalmente adheridas a la CNC, mediante ejes desarrollando movimientos con gran precisión. Los principales ejemplos de herramientas en una CNC son:
a) Sistema de brochado. Este proceso de la CNC, llamado de mecanizado, requiere de una herramienta dentada (brocha) para extraer el material sobrante de procesos anteriores. Existen dos tipos principales de brochado: lineales y rotativos. En el brochado lineal, que es el proceso más común, la brocha se ejecuta linealmente contra una superficie de la pieza de trabajo para efectuar el corte. En el brochado rotativo, el broche se gira y se presiona en la pieza a cortar una forma de eje simétrico.
b) Proceso de taladrado. Un taladro de columna, también conocido como taladro de pedestal, representa una operación que realiza diversas funciones que van desde el corte hasta la colocación de un pequeño tornillo.
c) Sistema de tallado. Es una herramienta para el corte de los dientes de engranajes internos o externos. El nombre de la talladora se refiere al hecho de que la cuchilla se acopla a la máquina CNC como un proceso de retorno.
d) Proceso de acanalado. Es una herramienta con un tipo especial de máquina de molienda con dientes o acanaladuras que cortan progresivamente en la pieza de trabajo elaborada con una placa que realiza un proceso de cocción. Para realizarse este proceso se requieren algunas herramientas que elaboren piezas muy precisas.
e) Sistema con torno. Es una herramienta que gira la pieza de trabajo sobre su eje para realizar diversas operaciones tales como corte, lijado, perforación o deformación, principalmente. El objetivo de esta herramienta es fabricar piezas que tiene una simetría alrededor de un eje de rotación.
f) Máquina de tornillo. Se refiere a herramientas de tornillo automatizadas con cámaras o sin ellas y que giran en el centro de la pieza para el proceso de manufactura.
g) Proceso de fresado. Representa actividades de mecanizado de la utilización de cortadores rotatorios para eliminar el material en piezas de trabajo en una dirección que forma un ángulo con el eje de la herramienta. Esto debe estar cubierto por diversas operaciones y máquinas a pequeña escala siendo un proceso muy utilizado en plantas industriales.
h) Sistema de conformación. Representa una operación que se mueve de manera lineal respecto de la pieza que se manufactura y la herramienta de corte, semejante a la manera en que opera un torno.
i) Mecanismo con sierra. Es un proceso que requiere de cuchilla de disco con un borde dentado, usada para materiales muy duros. La operación de corte se elabora moviendo hacia delante o atrás para evitar que se quiebre, se realiza de forma manual o con vapor, agua, electricidad u otra fuente de energía.
j) Proceso de cepillado. Este proceso necesita un cepillo como herramienta para limpiar o eliminar residuos.
Líquido refrigerante
El aceite de corte es una sustancia química que se utiliza en los procesos de mecanizado en las CNC y en operaciones sin este tipo de máquina. El líquido refrigerante y de lubricación (geles, aceites, emulsiones, pastas, aire comprimido, aerosoles o sustancias gaseosas, principalmente), es el necesario para los procesos de operación de la CNC. Provienen de compuestos químicos destilados de petróleo, grasas animales, aceites vegetales, agua y aire, u otras materias primas. Dependiendo del tipo de fluido, se representa como aceite, lubricante, fluido o refrigerante; que es un aspecto crítico cuando se trabaja a estrechas tolerancias, además de maximizar la vida útil de la punta de las herramientas de una CNC, por lubricar el borde de trabajo. El fluido cortante, además, es utilizado para garantizar la seguridad del personal especializado para evitar fenómenos de toxicidad, generación de bacterias y hongos, y para el medio ambiente de su eventual disposición para prevenir la corrosión en las herramientas y piezas fabricadas (Oberg et al., 2004).
Las máquinas CNC utilizan principalmente tres tipos de líquidos en su operación: minerales, semisintéticos y sintéticos, estos dos últimos combinan aceite y agua (proceso de emulsión). Estas propiedades mantienen el pH de 9 a 10, siendo tolerante al agua dura e inhiben la herrumbre. El agua podría ser utilizada como líquido refrigerante, pero promueve rápidamente la oxidación, por eso no se usa.
Por su parte, los aceites minerales son fabricados a base de petróleo, y fueron utilizados por primera vez en el siglo XIX. Existen de varios tipos, de acuerdo a si son aceites gruesos, oscuros y ricos en azufre. El refrigerante semisintético también es llamado aceite soluble y es una emulsión o microemulsión de agua con aceite mineral, siendo empleado por primera vez en la década de 1930.
Los refrigerantes sintéticos se originaron a finales de 1950 y por lo general su base es el agua. Para determinar la relación de mezcla de refrigerantes solubles en agua se utiliza un refractómetro de mano.
Existen otros equipos que determinan ciertas propiedades fisicoquímicas tales como la acidez, la densidad y la viscosidad. Existen refrigerantes que contienen alcohol y a menudo generan resultados confiables cuando se trabaja en aluminio. Existen diversos tipos de aceite, siendo los de mayor importancia, los aceites gaseosos y secos, aceites de baja y alta densidad, aceites con aditivos, fluidos dieléctricos y de plasma (Groover, 2007).
Desarrollo experimental
El proyecto se desarrolló en tres etapas: (1) siendo la primera una evaluación del refrigerante antes de ser reciclado, (2) posteriormente se desarrolló un sistema de reciclado del aceite de corte y (3) por último se evaluaron de nuevo los costos del reúso del fluido cortante con el sistema de reciclado. A continuación se explica cada operación de manera textual y con un diagrama por etapas.
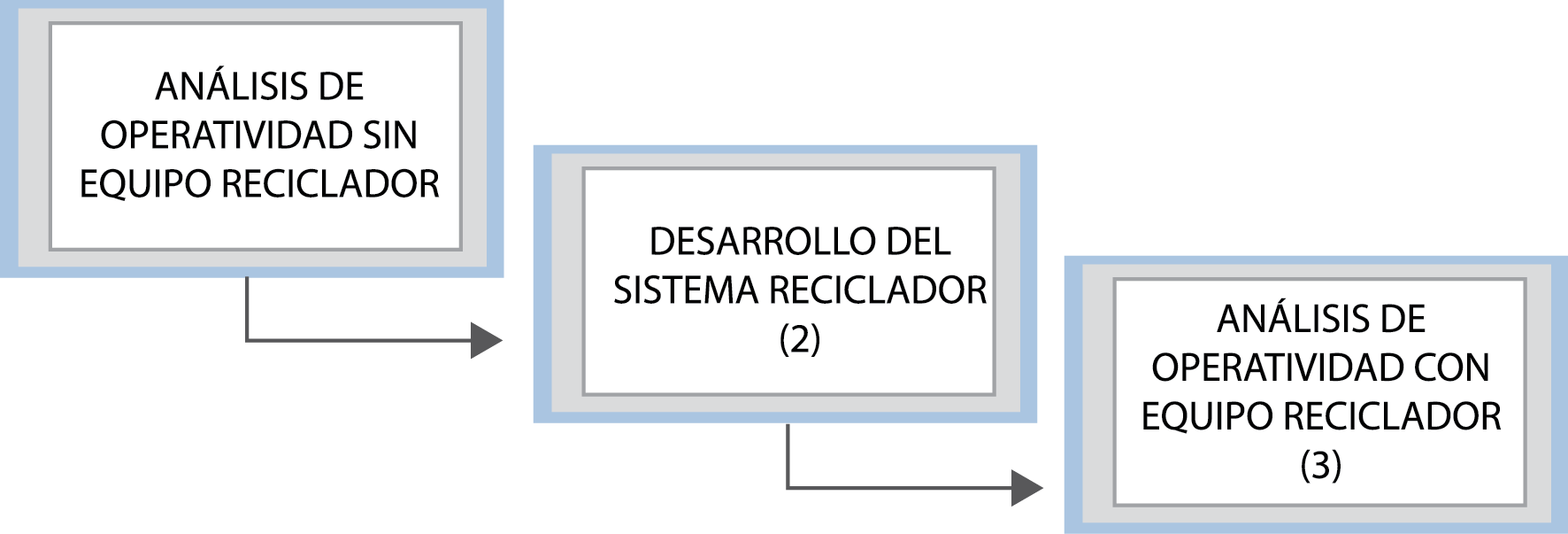
Figura 1. Etapas del proceso experimental de la investigación.
1) Análisis de reúso del aceite cortante sin el sistema de reciclado. Se realizó una evaluación de la viscosidad en un viscosímetro estándar (Figura 2), donde se tienen dos placas que son separadas por el fluido cortante a evaluar.
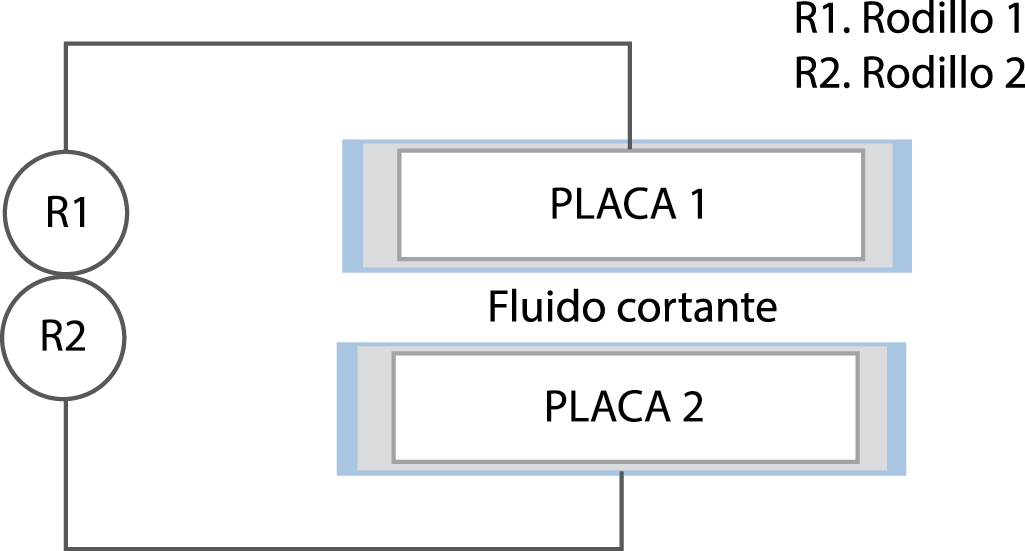
Figura 2. Viscosímetro estándar con dos rodillos y placas.
El diagrama de la figura 2 representa la manera en que opera un viscosímetro estándar, con dos rodillos que operan en dirección distinta y generan una tensión entre las placas para determinar el esfuerzo del aceite de corte. La fuerza de los cilindros que generan la tensión es de 1N/m2. La primera etapa del desarrollo experimental fue el análisis del aceite cortante antes de ingresar el aceite de corte a la CNC y después de dos periodos de 10 ciclos cada uno. En este análisis se obtuvo información de la deformación de tipo cortante representada por la siguiente ecuación matemática:
ᵞ = X / L, donde ᵞ, representa la deformación del fluido de corte (mm / 1 cm.), X indica la altura del líquido refrigerante contemplada entre las dos placas (mm) y, L, la separación constante de 1 cm entre las placas. Con base en esto se evaluaron los costos de operatividad de la CNC con el refrigerante sin reciclar.
2) Desarrollo del sistema de reciclaje. La segunda etapa consistió en el diseño y fabricación del sistema que recicla el líquido cortante, para realizar la propuesta a la empresa que permitió el análisis. El diseño se representa en un diagrama de flujo con sus respectivas etapas y fotografías, mostrando sólo lo más importante en la operación del sistema de reciclaje.
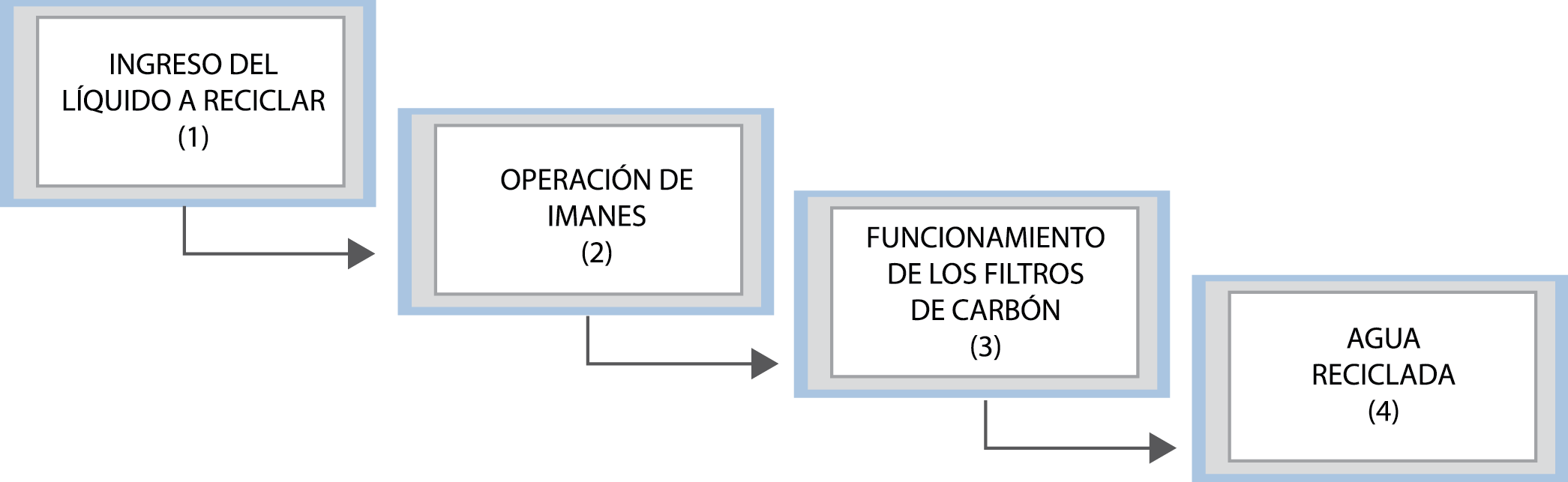
Figura 3. Diagrama por etapas del sistema reciclador del refrigerante.
El diagrama de la figura 3 muestra cómo opera el sistema que recicla el líquido cortante de acuerdo a las siguientes etapas:
1) Área donde se ingresa el refrigerante.
2) Es la sección donde operan para no permitir el paso del flujo cortante con las partículas metálicas provenientes del proceso de manufactura en la CNC de las piezas manufacturadas.
3) Indica la zona donde está un filtro de carbón para eliminar residuos de sustancias gelatinosas generadas por el proceso de limpieza en las piezas al momento de fabricarlas.
4) Representa el área donde se obtiene el agua reciclada con la menor cantidad de pequeños trozos de metal y de sustancias gelatinosas y con una bomba para flujo de líquidos, se regresa al paso 1).
La segunda etapa contiene fotografías del proceso de desarrollo del sistema de reciclaje del líquido cortante, que se muestran a continuación:
Paso 1. Se inicia el desarrollo del sistema de reciclaje con el canal y la base (imagen 2).

Imagen 2. Base y canal del sistema reciclador.
Paso 2. Se instalan los imanes que no permitirán el paso de las partículas metálicas (imagen 3).
Imagen 3. Instalación de los imanes.

Imagen 3. Instalación de los imanes.
Paso 3. Se coloca el filtro en el canal para eliminar las sustancias gelatinosas (imagen 4).

Imagen 4. Colocación del filtro.
Paso 4. Se reenvía el agua a la parte inicial con una bomba de transporte de fluidos (imagen 5).

Imagen 5. Operación de bomba para reenvío de agua a la parte inicial del reciclado.
3) Análisis del reúso del aceite cortante con el sistema de reciclado. Una vez desarrollado el sistema de reciclaje se procedió a realizar una evaluación del proceso observándose mejoras en las actividades de la máquina CNC y en la fabricación de las piezas requeridas. La información de lo ocurrido por las mejoras se indica en la sección de resultados.
Resultados
Con base en las etapas evaluadas en el desarrollo experimental se obtuvieron los resultados de la investigación que se representan en cuatro fases:
1) Análisis de deformación del líquido cortante del sistema de reciclaje. Se desarrolló una evaluación de la viscosidad del aceite cortante, sin el sistema de reciclaje del fluido, para determinar su deformación con base en el funcionamiento del viscosímetro. Los datos obtenidos del análisis se indican en la tabla 1 donde se muestran los índices de viscosidad y con ello se conoce el grado de deterioro de la taladrina. La evaluación consistió en periodos de cada 10 ciclos de operación de la máquina CNC, en cuatro muestras en un mes, realizando una por semana durante el mes de julio del 2013.
Índice de viscosidad (IV).
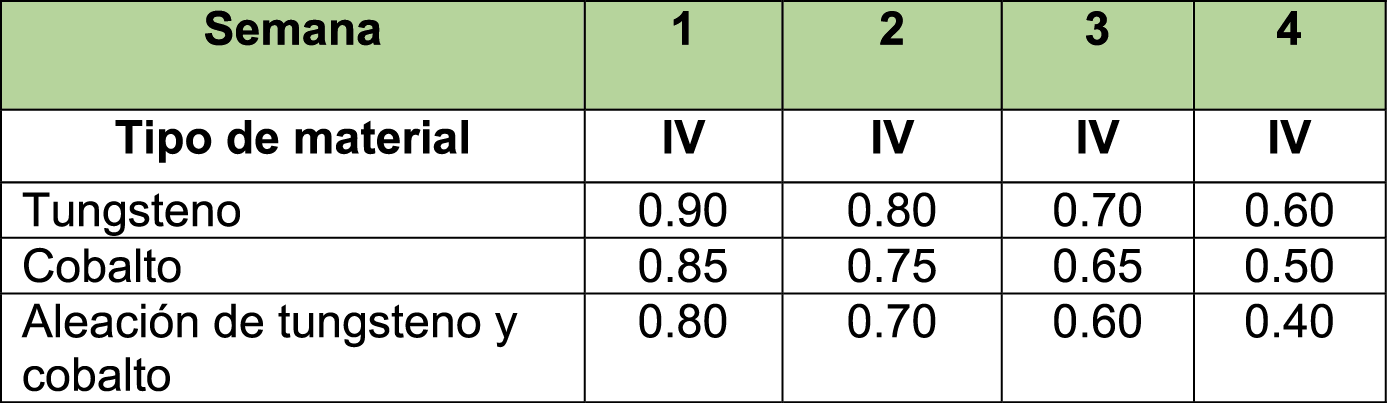
Tabla 1. Análisis del nivel de viscosidad del líquido cortante sin el sistema reciclador (julio del 2013).
Como se observa, el índice de viscosidad (IV) disminuye conforme transcurren las semanas, siendo un factor importante en la fabricación de piezas terminadas y en las fallas de la CNC.
En la semana 1 el IV es alto de 0.90, 0.85 y 0.80 con herramientas de tungsteno, cobalto y aleación de ambas, y se genera un decremento parcial en cada semana hasta llegar a 0.60, 0.60 y 0.40 del IV en cada herramienta respectivamente.
Se obtuvo información de los costos representados por la cantidad de piezas fabricadas con el líquido cortante en los periodos de uso y de la cantidad de fallas de la máquina CNC. A continuación se describen en la tabla 2, los datos obtenidos correspondientes al mismo periodo de la tabla anterior.

Tabla 2. Evaluación de piezas fabricadas y fallas de la máquina CNC sin el sistema reciclador (julio del 2013).
La tabla anterior representa la cantidad de piezas fabricadas por semana en un promedio de 5 por día y la cantidad de fallas en la semana de la máquina CNC.
En la semana 1, se muestra un nivel mayor de piezas fabricadas y menor de fallas y conforme transcurren las tres semanas restantes se observa un decremento en la cantidad de piezas terminadas y un incremento en las fallas de las máquinas al reutilizar en ese periodo de análisis el fluido cortante.
Lo anterior indicó que era necesario reciclar el aceite cortante, y es por esto que se desarrolló este proyecto, reflejándose en costos en las siguientes líneas de producción que en algunos días tuvieron que detenerse a esperar las piezas y se tuvo que reestructurar el proceso de ventas, a un costo menor de los equipos fabricados por la empresa hacia el cliente por entrega tardía de los productos terminados. La empresa no proporcionó los datos de costos, pero se indicó que las ventas disminuyeron.
2) Análisis de deformación del líquido cortante con el sistema de reciclaje. Se llevó a cabo el mismo procedimiento que en la etapa sin el sistema reciclador del fluido, pero con la diferencia de utilizar el sistema que reciclaba el refrigerante.
Con las pruebas experimentales del sistema evaluado de manera externa a la máquina CNC se representó una estimación de lo que puede ocurrir si se implementa el sistema de reciclaje en la máquina CNC. El proceso consistió en reciclar el refrigerante fuera de la CNC y luego reutilizarlo en esta máquina, presentando los resultados en las tablas 3 y 4. Con esto se representó una estimación de lo que puede ocurrir si se implementa el sistema de reciclaje, con los datos presentados en las tablas 3 y 4.
Índice de viscosidad (IV).
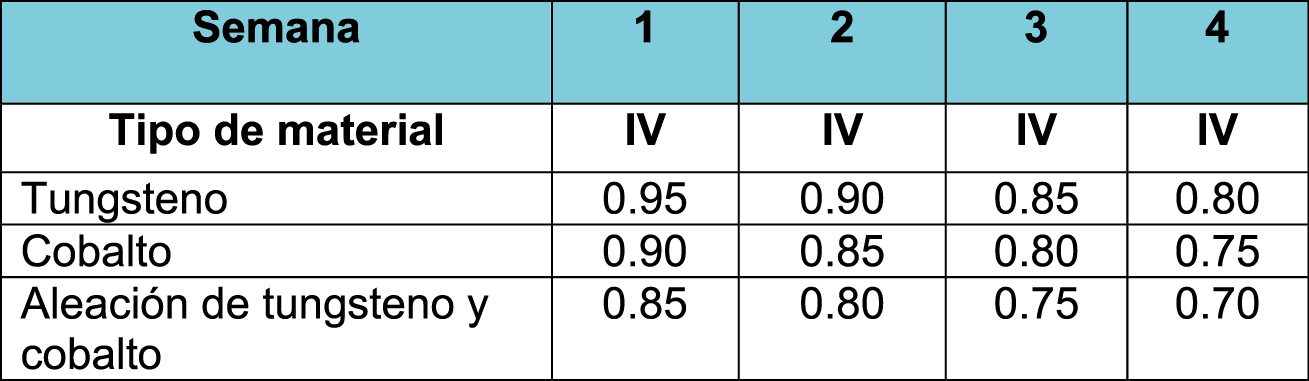
Tabla 3. Estimación del nivel de viscosidad del líquido cortante con el sistema reciclador (septiembre del 2013).
Como se observa en la tabla anterior, como estimación, se puede indicar un proceso similar de las pruebas experimentales a la máquina CNC con el sistema de reciclaje del líquido cortante.
Se plantea que al momento de reciclar el fluido cortante, el índice de viscosidad de éste no disminuye tan significativamente como en la etapa donde no se usó el sistema de reciclaje del refrigerante. Se observa que el IV va desde 0.95, 0.90 y 0.85 para las herramientas de tungsteno, cobalto y aleación de ambas hasta 0.80, 0.75 y 0.70 respectivamente. La tabla 4 también muestra una estimación de lo que ocurriría si se aplica el sistema reciclador en la CNC.

Tabla 4. Evaluación de piezas fabricadas y fallas de la máquina CNC (agosto del 2013).
Como se muestra en la tabla 4, el número de piezas fabricadas tuvo un decremento pero menos significativo que en la etapa sin el fluido reciclado y lo mismo ocurrió con las fallas de la CNC.
CONCLUSIONES
El uso de refrigerantes no reciclados en las máquinas CNC va disminuyendo de manera constante la capacidad de operación de éstas, por lo que las empresas consideran realizar compras de CNC con sistemas de reciclado del aceite cortante, sólo que aún tienen costos elevados. Si se recicla el refrigerante existe la posibilidad de que la máquina CNC conserve un mayor porcentaje de su capacidad operativa y no se dañen los mecanismos con los cuales se realizan las operaciones, principalmente, debido a la presencia de áreas contaminadas que pueden generar corrosión intergranular y con ello inseguridad en la operación por fallas mecánicas.
Con base en lo que ocurre en diversas plantas industriales del área metalmecánica instaladas en la ciudad de Mexicali, se desarrolló una propuesta de un sistema de reciclaje de taladrina a un bajo costo y que en un futuro cercano, presente una alta eficiencia y pueda ser instalado en alguna industria de este tipo.
Como se observó en los procesos experimentales, es necesario realizar el proceso de reciclado, debido a que no se generan costos no contemplados en la planeación de la producción y ventas de los productos fabricados.
Contar con sistemas reciclados en las máquinas CNC es de gran apoyo para mejorar la productividad, y están basados en la eliminación de contaminantes a nivel macro y micro que deterioran la base donde se coloca la materia prima a procesar y las herramientas de las CNC.
Otro aspecto de importancia es que se requiere mayor cantidad de fluido cortante, lo que hace que se tenga un gasto mayor de este fluido y se incrementen los costos de los productos fabricados. Además del daño que se genera en los mecanismos metálicos, las secciones de plástico como mangueras, dispensadores y soportes de las máquinas CNC, lo que disminuye su tiempo de vida y aumente su requerimiento de sustitutos en las CNC. También las bombas y tanques que en conjunto suministran el fluido refrigerante se dañan en tiempos de vida menores a los proporcionados por los proveedores, sin posibilidad de garantía, por lo que en ocasiones pueden quedar algunas CNC sin operar por importantes periodos de tiempo.
El sistema de reciclado propuesto podría, al ser acoplado a las CNC, eliminar los sólidos metálicos con los imanes y los elementos gelatinosos con el filtro de carbono, de aceite cortante entrampado, los malos olores y controlar la actividad biológica. Esto mantendría a los mecanismos de CNC más limpios que los que actualmente se utilizan sin el sistema.
BIBLIOGRAFÍA
Groover, M. P. (2007). Fundamentals of Modern Manufacturing. John Wiley & Sons, Inc.
Hollander, R. (2000). The Machine Stopped: Industrial cases. Prentice Hall.
Kibbe, J. E., Neely, R. O. y Meyer, W. T. (2003). White Machine Tool Practices. Circle Ed.
Mark, T. (2011). Subtractive plus additive equals more than subtractive and additive processes. Ohio: Gardner Publications Inc.
McKenzie, T. y Hernderson, R. (2009). Cutting fluid used in the CNC machines. Georgetown.
Noble, F. (2001). The manufacturing processes with the CNC machines. Prentice Hall.
Oberg, E., Franklin, D.; McCauley, J. y Heald, R. (2004). Machinery’s Handbook. Industrial Press.
Smid, P. (2008). CNC Programming Handbook. New York: Industrial Press.
Wess, J., Austin, G. y Lathin, I. (2000). The Engineering Design in the CNC. Prentice Hall.
